
TM 5-4310-227-15
(30) from the keyway in the crank-
b. Cleaning, Inspection, and Repair.
Shaft.
(1) Clean all metal parts with an approv-
ed cleaning solvent and dry thorough-
Note. The helical gear is keyed on the
ly.
crankshaft. The gear should not be re-
moved unless inspection indicates that it
(2) Place rhe crankshaft cone and rollers
is damaged or worn and requires replacing
in a wire basket and lower the basket
(b (5) below).
into a container of approved cleaning
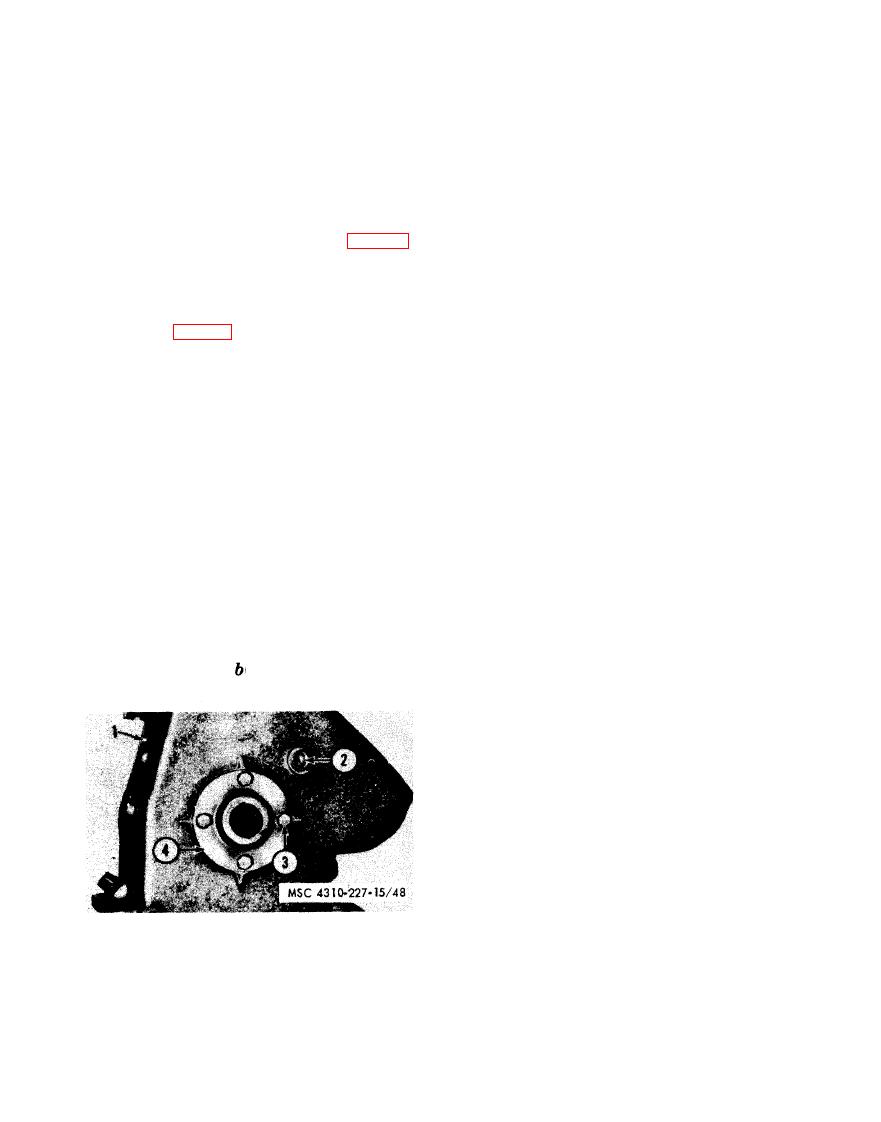
(8) Remove the four bolts (3, fig. 4-12)
solvent. Rotate the wire basket several
and lockwashers that secure the fly-
times until all oil sludge is loosened
wheel end plate (4) to the cylinder
and flushed out of the cones.
and crankcase assembly (1). Remove
(3) Remove the cone and rollers from the
the bearing plate and paper gasket
basket and allow to drain dry.
(4, fig. 4-11).
(4) After drying, inspect the cone and
rollers and roller bearing cups for
(9) Using a suitable puller, remove the
cracks, breaks, scoring, or signs of
roller bearing cup (7) from the fly-
wear. Replace a defective cone and
wheel end of the cylinder and crank-
rollers and roller bearing cup.
case assembly. In a similar manner, re-
Note. If the condition of a cone and
move the bearing cup from the drive
rollers or roller bearing cup is question-
pulley end plate (19).
able, replacement should be made im-
mediately.
(10) Use a blunt drift punch and hammer
(5) Inspect the crankshaft helical gear for
to remove the gasket (6) and oil seat
retainer (5) from the flywheel end
cracked, chipped, or broken teeth. Re-
plate (3) and the drive pulley end
place a worn or otherwise defective
plate (19) .
helical gear.
(6) I n s p e c t the crankshaft for nicks,
Caution: Since damage to the oil
burrs, cracks, scoring, and wear. Ex-
seal retainers is usually incurred dur-
amine t h e crankshaft journal for
ing removal, the retainers and the
r o u g h n e s s and wear. Measure the
gaskets shouId not be removed unless
l e n g t h , diameter, and taper of the
they are worn or damaged and are to
journal. Replace the crankshaft if the
be replaced ( (8) below).
journal length is more than 1.2550
inches; diameter is less than 1.125
inches; out-of-round or taper exceeds
0.0005 inch; or the radius of a jour-
nal shoulder fillet is less than 0.125
inch. If all measurements read favor-
ably, polish the journal with crocus
c l o t h and clean thoroughly. The
crankshaft should be metalized if in-
spection indicates the crankshaft jour-
nal wear exceeds the specified dimen-
sions as in (7) below. The crankshaft
alinement should be inspected before
and after any grinding operations. In-
spect the crankshaft for a runout in
1 Cylinder and crankcase assembly
excess of 0.007 inch. Replace a defec-
2 Expansion plug (2 rqr)
tive or worn crankshaft.
3 Bolt, machine, hex-hd, 5/18-18 X 3/4 in. (4 rqr)
(7) Metalizing and regrinding operations
4 Flywheel end plate
must be performed carefully and in
strict compliance with the grinding
4-31
