
TM 5-4310-354-14
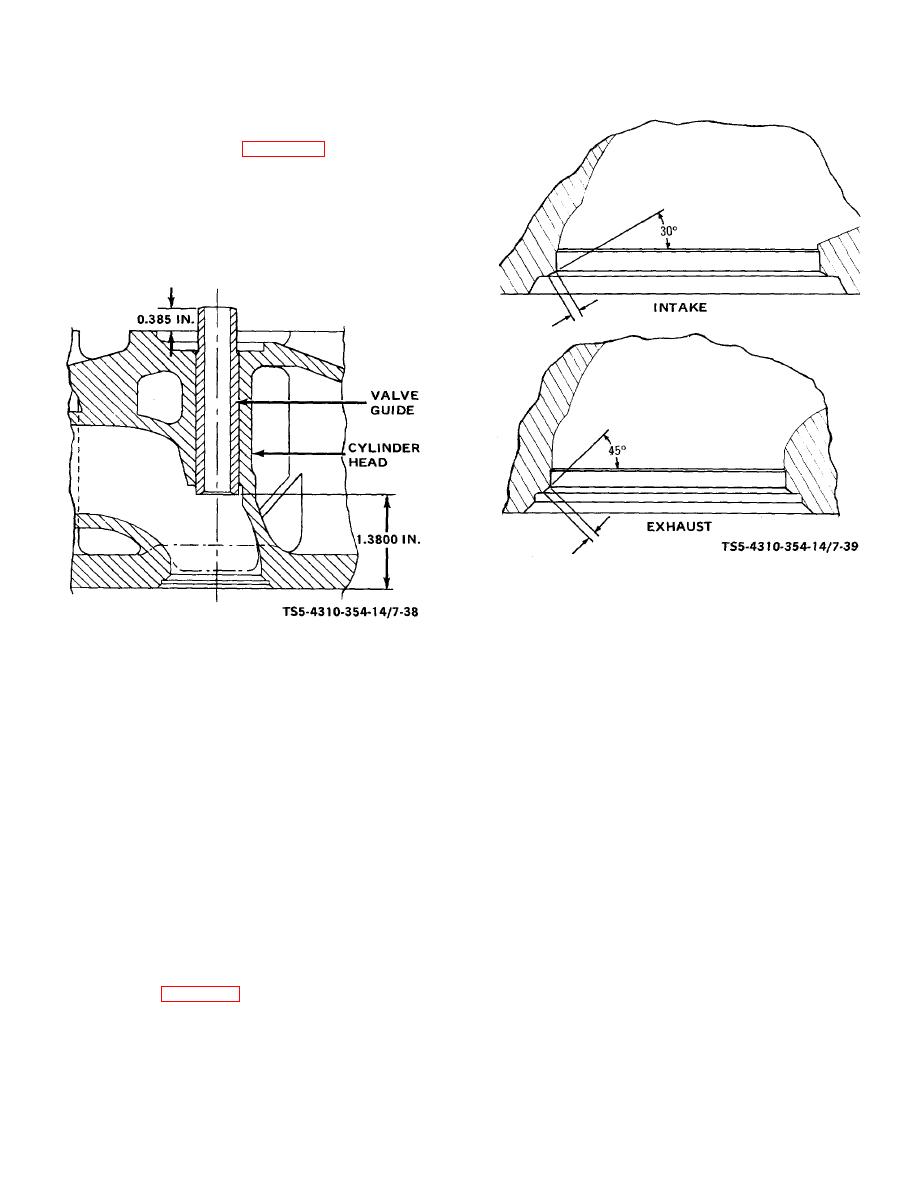
the lower edge of the valve guide to the gasket
face of the cylinder head is 1.3800 inches
(35.042 mm). See figure 7-38. After the new
guides are driven in, ream the inside diameter to
correct any squeezing in or any distortion.
Ream the exhaust valve guides to 0.3750 to
0.3760 inch (9.525 to 9.550 mm). Ream the
intake valve guide to 0.3740 to 0.3750 inch
(9.4996 to 9.5250 mm).
TS 5-4310-354-14/7-39
Figure 7-39. Valve reseating dimensions.
TS 5-4310-354-14/7-38
(15) Seating Valves . If the valves and seats are not
deeply pitted or shouldered or have been
Figure 7-38. Valve guide, installation.
refaced, grind or lap each valve to its seat as
follows:
(14) If the valve seats are pitted or if new valve
guides have been installed, the seats must be
(a) Lubricate the valve stem and apply a thin
refinished. The intake valve seats are finished
coating of good quality, medium coarse
on a 30-degree angle and the exhaust valve
grinding compound on the valve face.
seats are finished on a 45-degree angle. Use a
vibrating angle grinder-type reseating tool with a
(b) Take a light coil spring with enough
3/8-inch (9.525 mm) diameter pilot.
Lightly
tension to just hold the valve off the seat
lubricate and install the pilot into the valve guide
and insert it over the valve stem. Insert
bore. Lower the grinder head over the pilot
the valve in the valve guide.
shank until the stone just clears the valve seat.
Turn on the power and gently allow the stone to
(c) Use a reciprocating grinding tool and
contact the valve seat. Very little pressure other
rotate the valve a few times, pressing
than the weight of the stone should be used.
firmly on the grinding tool. (Avoid using a
Grind the seat sufficiently to remove shoulders
grinding tool with a continuous circular
and pits, and to provide an even, smooth
motion that will cut grooves in the valves
surface.
Do not grind any deeper than
or seat.) Release the pressure on the tool
necessary.
The finished valve seat should
and allow the spring to lift the valve from
contact the approximate center of the valve face.
its seat.
Rotate the valve 15 or 20
Refer to figure 7-39.
degrees and repeat the grinding process.
Periodically wipe off valve and seat and
inspect the seating progress. Reapply
another
7-43
