
TM 3-1040263-34
1
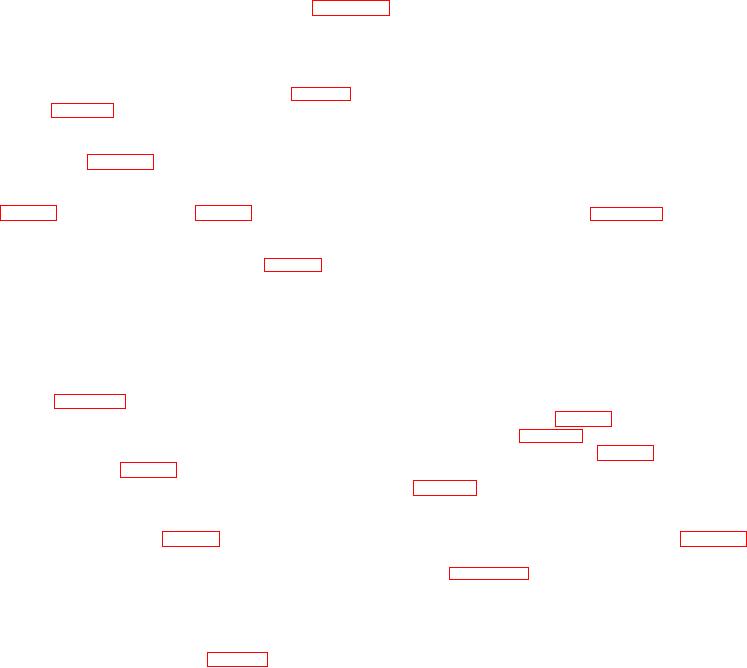
Elbow
9
Stop shim
17
Inlet valve
2
Nut
10
Stop shim
18
Plate gasket
3
Washer
11
Stop shim
19
Preformed packing
4
Stud
12
Head
20
Shim
5
Intercooler bracket
13
Outlet spring
21
Shim
6
Intercooler bracket
14
Outlet valve
22
Shim
7
Intercooler bracket
15
Head gasket
23
Cylinder
8
Valve disk stop
16
Plate and pin
Figure 4-6-Continued
ance must be between 0.040 and 0.045 inch. The head
(22) Rotate crankshaft to lower piston in
clearance is determined as indicated in (9) through (13)
cylinder. Position plate gasket (18), intake valve (17),
below.
and plate and pin (16) into cylinder (23). Insure intake
(9) Obtain result of C minus B (fig. 4-8).
valve (17) is free.
Piston (6, fig. 4-7) must be at top dead center when
(23) Position the head gasket (15) and
establishing dimension B.
outlet valve (14) on the plate and pin (16).
(10) Subtract
this
dimension
from
(24) Position the outlet spring (13) on the
dimension D (fig.
4-8) to obtain available head
center of the outlet valve (14).
clearance.
(25) Position the assembled valve disk stop
(11) Select additional shims (20, 21, and
(8), stop shims (9, 10, and 11), and head assembly (12)
22, fig. 4-6) to add to surface G (fig. 4-8) to adjust result
on the cylinder (23). Using figure 4-9 as a guide, position
obtained in preceding step (10). This gives proper head
the first-stage outlet port 510 to the left of the rear of the
clearance A (0.040 to 0.045 inch).
compressor when facing front of unit. With head
(12) Remove the two nuts (2, fig. 4-6), and
assembly positioned, aline intake hole passages in valve
remove studs (4) and cylinder (23). Then, position shims
plate (16) with hole passages in first-stage head (12).
(20, 21, and 22) and reassemble the cylinder, using the
Secure the positioned parts, using three studs (4, fig. 4-
removed nuts and studs. Recheck head clearance.
6) that do not support brackets (5, 6, and 7), washers (3),
(13) When proper head clearance is
and nuts (2). Tighten studs (4) to a torque of 39.6
obtained, remove the nuts (2), studs (4), cylinder (23),
pound-inches. Tighten nuts (2) to a torque of 30 pound-
and shims (20, 21, and 22).
inches.
(14) Measure dimensions P, R, and T
(26) Position first-, second-, and third-stage
indicated in figure 4-8.
heat exchangers on compressor. Aline brackets (5, 6,
(15) Obtain result of R minus T minus P
and 7) on first stage (fig. 4-9). Assemble with remaining
which equals discharge valve travel.
three studs (4, fig. 4-6), washers (3), and nuts (2).
(16)
Use correct thickness of stop
Secure aftercooler clamp (3, fig. 3-3) at location A using
shims (9, 10, and 11, fig. 4-6) and valve disk stop (8) to
screw (2) and nut (1). Apply specified torque to tighten
limit discharge-valve travel between 0.015 and 0.021
inch.
(27) Assemble first-stage strainer and filter
(17) Apply compress or oil lightly to the first-
(TM 3-1040-263-12).
stage compression rings (5, fig. 4-7).
(28) Assemble fan group (para 4-7). (29)
Perform testing (e below). (30) Assemble protecting
(18) Position the four compression rings (5)
cage (para 3-7d). (31) Perform 0 to 2, 000 psi tank fill
into the ring grooves of the first-stage piston (6) so that
the compression-ring gaps are approximately 900 apart.
operation (TM 3-1040-263-12). (32) Assemble canvas
group (TM 3-1040-263-12).
NOTE
e.
Testing.
Assemble three studs (4, fig. 4-6), not
used with intercooler brackets (5, 6, or
7), to the crankcase to facilitate alining
holes during assembly.
(19) Lubricate all parts with compressor oil
prior to assembly.
(20) Position shims (20, 21, and 22) and
preformed packing (19) onto cylinder (23).
(21) Position cylinder (23) with assembled
parts onto crankcase first-stage port alining mounting
holes.
4-13
TM 3-1040-263-34