
TM 5-4310-354-14
(0.0127 mm) and in connecting rod is
line with the piston pin holes. Then, slide
0.0012 inch (0.0305 mm).
the piston pin (9) in place. To facilitate
assembly, heat the piston (10) in boiling
(7) Inspect the pistons (10) for damaged ring
water for a few minutes, but do not heat
grooves, scoring, or cracks. Remove light
the piston pin (9). Install the pin retaining
scoring with fine emery cloth. Replace
rings (8).
piston if damaged beyond repair.
(6) Install the piston rings (5, 6, 7) on the
c. Reassembly and Installation.
piston (10) as follows:
(a) Install the rings on the piston with an
NOTE
expander tool. To avoid breaking or
overstressing the rings, do not
All parts should be at room
spread them any more than
temperature
to
ensure
proper
necessary to slip them over the
dimensional tolerances during piston
piston.
and ring fitting.
(1) Check the fit of the piston without rings in
(b) When installing the piston rings,
the cylinder bore with a feeler 0.005 x -
stagger the positions of the ring
inch (0.127 x 12.7 mm) between the
gaps around the piston to minimize
piston and bore. Use a spring scale to
compression loss. No two ring gaps
determine the force required to withdraw
may be in line.
the feeler stock. A newly honed bore with
a new piston should require between 5
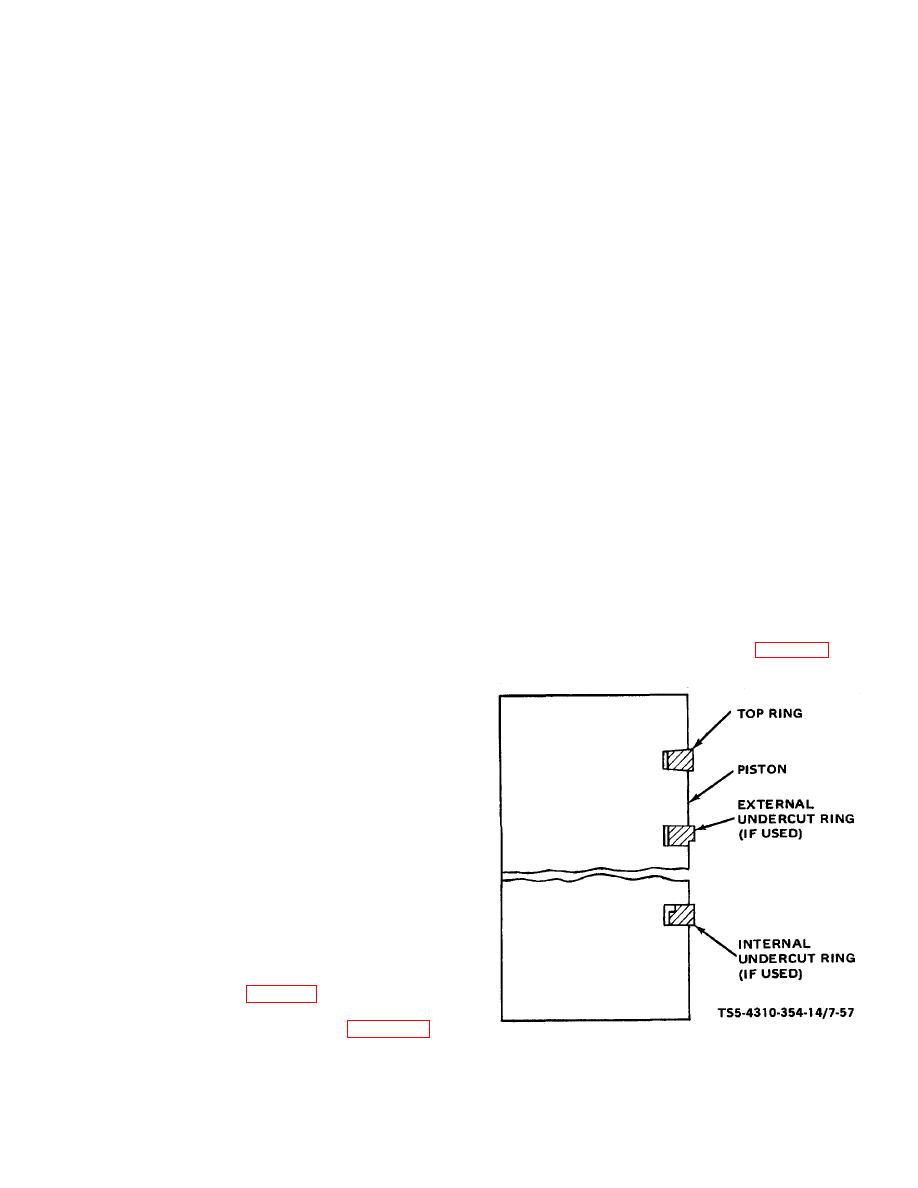
(c) When installing piston rings with
and 8 pounds (2.27 and 3.63 kilograms)
undercut grooves, note the following
pull. A used piston in a honed bore must
instructions:
require a minimum of 5 pounds (2.27
kilograms) of pull. If any binding occurs,
1. On all piston rings that have the
remove the piston and examine the piston
groove on the outside diameter
and cylinder wall for burrs. Remove burrs
of the ring, place the undercut or
with a fine hone (a flat one is preferable)
groove towards the bottom of
before proceeding with the clearance
the piston. See figure 7-57.
check. If a new standard piston is to be
installed, specify size by the letter A, B, C,
or D stamped on top of the piston.
(2) All new piston rings must be installed
whenever a piston is removed, regardless
of whether a new or used piston is
installed.
(3) Insert one ring at a time inside of the
cylinder bore, far enough down to be
within the normal area of the ring travel.
Use a piston to push down the ring to be
sure it is parallel with the top of the
cylinder bore. Measure the ring gap with
a feeler gauge. All ring gaps shall be
0.010 to 0.020 inch (0.254 to 0.508 mm).
(4) Check the ring clearance in the piston ring
grooves. (See table 5-2.)
TS 5-4310-354-14/7-57
(5) Assemble each piston (10, figure 7-55)
and connecting rod assembly (11) by
Figure 7-57. Piston ring installation.
placing the upper end of the connecting
rod between the piston pin bosses and in
7-62
