TM-5-4310-389-14
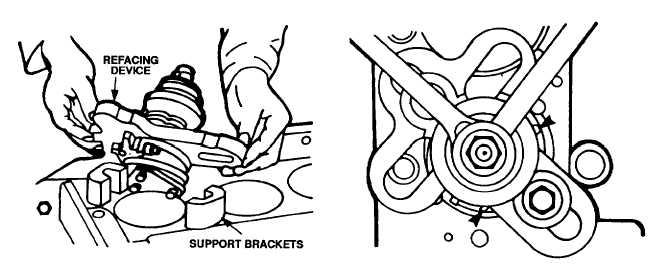
Figure 5-64. Mounting Refacing
Figure 5-65. Centering Refacing Device
Device 003-0505
4.
Withdraw centering fingers and slide the cutting tool holder out to just above the beginning of the inner
diameter of the cylinder seating face to be reworked.
5.
By means of the knurled nut, bring the tool holder down towards the face to be reworked until the cutter just
contacts. the face.
CAUTION
Adjust feed carefully. A full turn (360 degrees) of the knurled nut feeds the tool holder by 0.059-inch
(1.5 mm).
6.
Turn back the knurled nut until the cutter is positioned freely above the face to be reworked, distance a
(figure 5-66).
7.
Return tool holder towards the middle of the bore.
8.
By means of the knurled nut, set the tool over and slightly beyond the distance a (point 6) to permit
satisfactory refacing of the cylinder seating surface.
NOTE
The selected cutting depth should not exceed O.008-inch (0.2mm). This feed corresponds to a 1/8th
turn (45 degrees) of the knurled nut. The smaller the feed, the smaller the depth of roughness of the
reworked surface.
5-38